电化学氧化法的基本原理及影响因素
在前面文章中介绍了Fenton 氧化技术、臭氧氧化法的原理,臭氧氧化法的发展-非均相臭氧催化氧化和均相臭氧氧化、光催化氧化法,本文介绍电化学氧化法。
电化学氧化法的基本原理
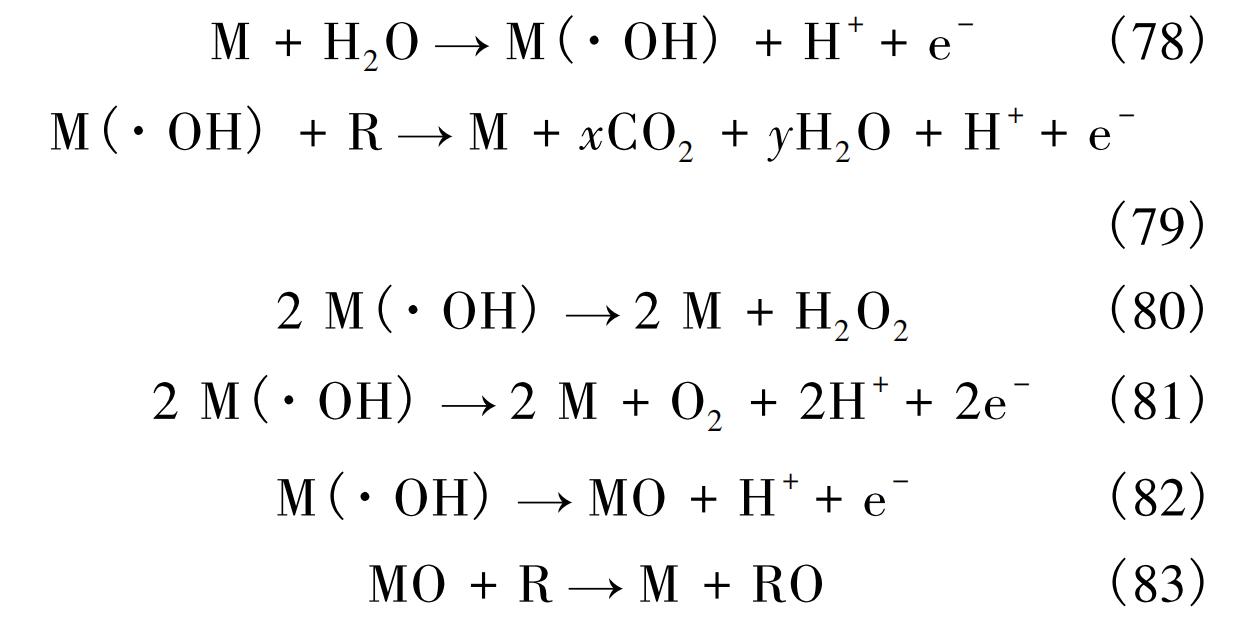
随着 AOPs 的兴起,出现了利用电化学方法处理废水的技术。目前,该类技术发展了许多稳定高效的电极材料,DSA 电极( dimension stable anodes) 、BDD电极( boron - doped diamond anodes) 、Ebonex 电 极、 NTA 电极( nanotube arrays) 等。电化学氧化是指利用电场直接氧化或间接产生·OH、O-2·等自由基降解污染物。其机制主要分为阳极直接氧化和间接自由基氧化。前者是指吸附在阳极的有机分子因失去电子而被氧化,但降解能力有限;后者是指通过电极反应产生·OH、O-2·等自由基或O3、H2O2 等氧化剂氧化有机分子。在水相中,H2O 在阳极表面被氧化成吸附态的·OH,也可能分解产生O2、H2O2 等。此外,还可能使阳极材料进一步转化为更高价的氧化态 MO,如式( 78) —( 83) 所示:
电化学氧化法的影响因素
电化学氧化过程主要受电极材料、操作条件、介质条件等影响。电极材料的性质可从催化活性、反应速率、竞争反应等方面直接影响对污染物的降解性能,不同电极材料,其反应速率可能发生数量级的变化。另外,选择析氧电位较高的电极材料可避免因发生析氧反应而浪费能量。关键性操作条件包含电流密度、电极间距。孙凤坤在采用电化学法降解磺胺二甲基嘧啶时发现,在相同时间内,电流密度越大,单位时间内·OH 产量越大,去除率越高; 电极间距在1~2 cm 时,去除率不断提高,在2~5 cm 时逐渐降低,电极间距过小容易发生浓差极化,过大导致反应速率下降,因此一般取 1~2 cm 为宜。介质条件如电解质浓度、pH、其他离子等均会对污染物降解效率产生影响。电解质有导电作用,电解质浓度过低导致降解速率降低,提高浓度有利于增强导电、提高电压效率。 pH 对体系中离子的存在形态、有机分子的表面荷电情况、电极寿命等均有影响,pH 值对不同类型的电极和污染物影响机制不同。体系中其他离子如 Cl-、 SO2-4 、HCO-3 等具有竞争作用,但其在阳极产生氧化性较弱的 Cl2、S2O2-8 、C2O2-6 也有助于去除污染物。
电化学氧化法的优缺点
电化学氧化法的优势在于可去除全氟有机物( PFOCS ) ,回收高浓度、有价值的金属,既避免二次污染,又带来经济效益; 此外,污染物降解途径多样,兼具杀菌、电吸附等作用; 且反应器占地小、操作简单、反应条件温和、可控性好,可根据有机负荷实时调节电流、电压等条件。
该技术的突破口在于解决电极污染和寿命、反应器设计、设备投资及运行成本等。在实际应用中,电极易受污染,导致活性降低,需要定期清洗、维护。若采用可溶性电极,使用寿命短、难回收、易对环境造成污染且电流效率低。在工程应用方面,缺乏传质均匀、运行稳定的大型电化学反应器,而且电极材料昂贵,耗电量高,大部分处在 10~60 kW·h /m3。
电化学氧化法的应用及发展
Moraes 等采用 TiO2-RuO2 钛电极电解垃圾渗滤液,在电流密度为 116 mA/cm2 条件下处理 3 h 后, COD、TOC、色度、氨氮去除率分别为 73%、57%、86%、 49%。Liu 等采用自制的脉冲电晕放电装置降解焦化废及其生物尾水,结果表明,在脉冲频率为800 Hz 时,原水苯酚浓度由 611 mg /L 降 至227 mg /L,硫氰酸盐浓度由 348 mg /L 降至 64 mg /L, B /C 值由 0. 14 升至 0. 43,能效为常规臭氧氧化的3~4倍。Eleotério 等采用不同掺比的 DSA 电极降解初始 ρ( COD) 为 670 mg /L 且含抗生素的工业废水,在电流密度为 40 mA/cm2、0. 5 mol /L 的 Na2 SO4下处理 4 h 后,溴己新、新诺明、甲氧苄啶的 COD 降解率分别为 58%、48%、40%。
就该技术所面临的问题,通过耦合 Fenton 试剂、光照、超声等手段,以提高其氧化能力及处理范围。在机理方面,探讨不同类型污染物的降解机理,以针对特定、毒害强且难降解的废水设计专属的电极或反应器。目前,主要技术瓶颈在于电流效率低及电极寿命短,突破口在于电极材料、反应器的研发。常见的电极有 DSA 电极、BDD 电极等。DSA 电极是在金属基体如 Ti、Zr 上沉积 SnO2、PbO2、IrO2 等金属氧化物膜,其具有良好的催化活性,但析氧、析氯电位较低,且加工时因热膨胀系数不同,涂层与基体间易存在裂缝而脱落。针对前者,可通过金属掺杂提高析氧电位,如 Ti /SnO2-Sb2O5、Ti /RuO2-Gd 等; 针对后者,在基体与 涂 层 间 添 加 中 间 层,以提高电极寿命。 BDD 电极具有较高的催化活性及抗腐蚀能力,电流效率 通 常 为 51% ~ 90%; 在 高 温、硫 酸 浓 度 为3 mol /L,电流密度为 10000 A/m2 的条件下,电极寿命仍有 264 h,但成本昂贵,造价为 12000 ~ 18000 欧元/ m2,是 DSA 电极的 10 倍。目前,已研发出廉价、导电良好、耐腐蚀性强,但使用寿命短的 Ebonex 电极以及成本低廉、催化性能极高的蓝色 TiO2 纳米管电极( NTA) 和亚氧化钛等电极,但这些新型电极的操作条件、工业化制备、环境影响仍不清晰,需要继续探索加以完善。在反应器设计方面,需考虑的因素有传质、传热、反应动力学、电极表面电流密度和电动势分布等,这些因素在反应器放大后可产生重要影响。虽然处理效率的小幅提升看似微不足道,但可能对节省吨水处理成本产生重要意义。目前,三维电极反应器解决了传统二维电极反应器的传质距离远、低电流效率等问题,COD 降解率提升了 10% ~ 50%,且节能效果明显,但反应器内电压、电流分布不均匀、且容易发生电极堵塞等问题还需进一步解决。


 当前位置:
当前位置: 
 摘要
摘要 上一篇:
上一篇: 返回列表
返回列表