如何提高水中臭氧利用率
关于采用高浓度臭氧水代替传统CIP(强酸弱碱)工艺做管道或系统工艺消毒,根据长期工程经验积累:水中臭氧剩余浓度0.4ppm时,停留时间为4min,CT值=1.6时,能高效杀菌,当0.8ppm以上,水才能做到杀菌作用。目前海天酱油、厨邦酱油两家公司洗瓶工艺要求臭氧浓度为1.2ppm和3pppm。
高浓度臭氧水工艺:确定处理水量并尽可能采用纯净水来只做高浓度臭氧水源(臭氧具有广谱性,水中含有杂质将加速水中臭氧分解)。
1、臭氧投加量(以下为长期工程积累经验值)
臭氧在空气中的自然半衰期参比值为23min.<消毒技术规范>,1小时的臭氧自然衰退率为61%,在水中分解率为但在纯水中分解速度较慢,如在蒸馏水中的半衰期大约是20min(20℃)。在水中的臭氧分解和臭氧在空气中的自然半衷期参比值差别不大,两者取一个值为60%,臭氧在水中的混合效率为50%(采用旁路射流器带压0.8mpa 臭氧混合参数值),臭氧设备更大臭氧发生量按70-80%有效值计算。
例如:20M3水中臭氧浓度为2PPm=2g/m3时,1小时需要臭氧量为:
20m3x2g/m3/((1-61%)x50%x75%)≈273.5g,
取300g/H的臭氧发生量
2.臭氧的分解:
臭氧的化学性质极不稳定,在空气和水中都会慢慢分解成氧气,其反应式为
2O3→3O2+285kJ (2-2)
含量为1﹪以下的臭氧,在常温常压的空气中分解半衰期为16h左右。随着温度的升高,分解速度加快,温度超过100℃时,分解非常剧烈,达到270℃高温时,可立即转化为氧气。臭氧在水中的分解速度比空气中快得多。在含有杂质的水溶液中臭氧迅速回复到形成它的氧气。如水中臭氧浓度为6.25×10-5mol/L(3mg/L)时,其半衰期为5~30min,但在纯水中分解速度较慢,如在蒸馏水或自来水中的半衰期大约是20min(20℃),然而在二次蒸馏水中,经过85min后臭氧分解只有10﹪,若水温接近0℃时,臭氧会变得更加稳定。
臭氧在水中的分解速度随水温和pH值的提高而加快,图1-1为pH=7时,水温和分解速度的关系,图1-2为20℃时,pH和分解速度的关系。
为了提高臭氧利用率,水处理过程中要求臭氧分解得慢一些,而为了减轻臭氧对环境的污染,则要求处理后尾气中的臭氧分解得快一些。
图1-1水温和分解速度的关系 图1-2 PH和分解速度的关系
3、气液混合方式选择:
臭氧水浓度由物理性质决定,以下混合方式仅为达到臭氧水中饱和溶解度。(臭氧在水中的溶解度较氧大,0℃和1×10^5帕时,一体积水可溶解0.494体积臭氧)
目前常用的气液混合方式:文丘里射流器、曝气方式;每种混合方式做的混合效率与后续配套的工艺有很密切的关系,而每种混合方式都有其达到的混合极限值,所以在实际工程中应当选择好混合方式。以下整理数据为本人长期在水处理行业中积累得出的经验值:
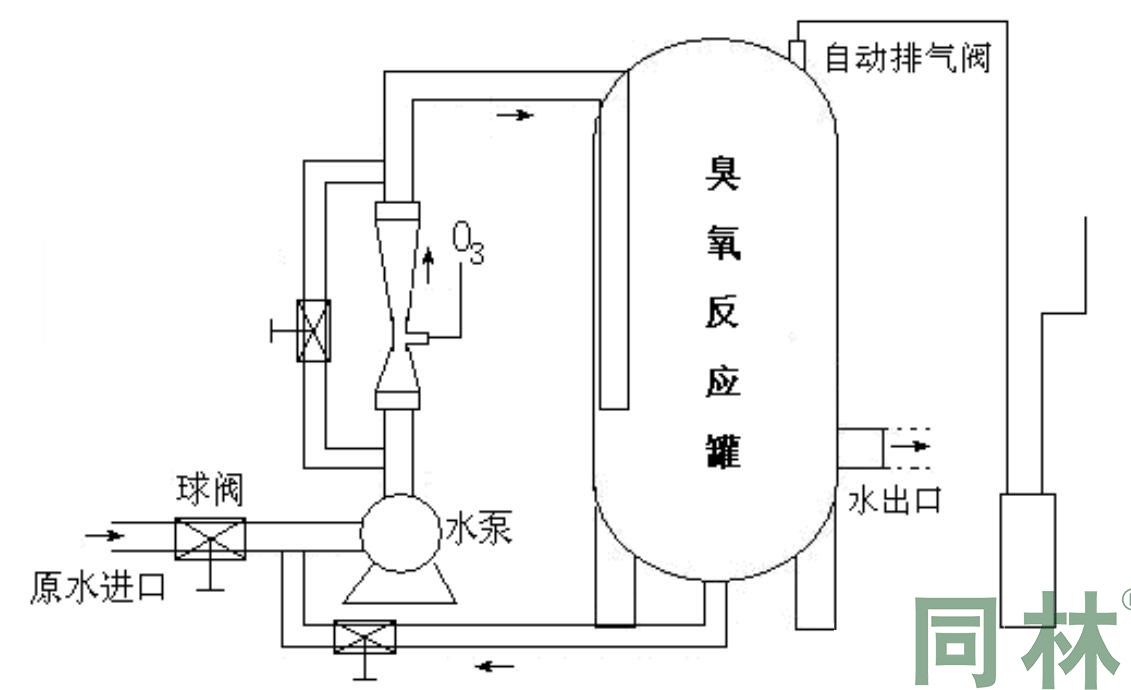
A、文丘里射流器法:(调节供气量为吸气量±10%)
1、 主管道/旁路射流器或气液混合泵负压吸臭氧
1.1、主管道/旁路射流器或气液混合泵,臭氧浓度范围0.15-0.35ppm;
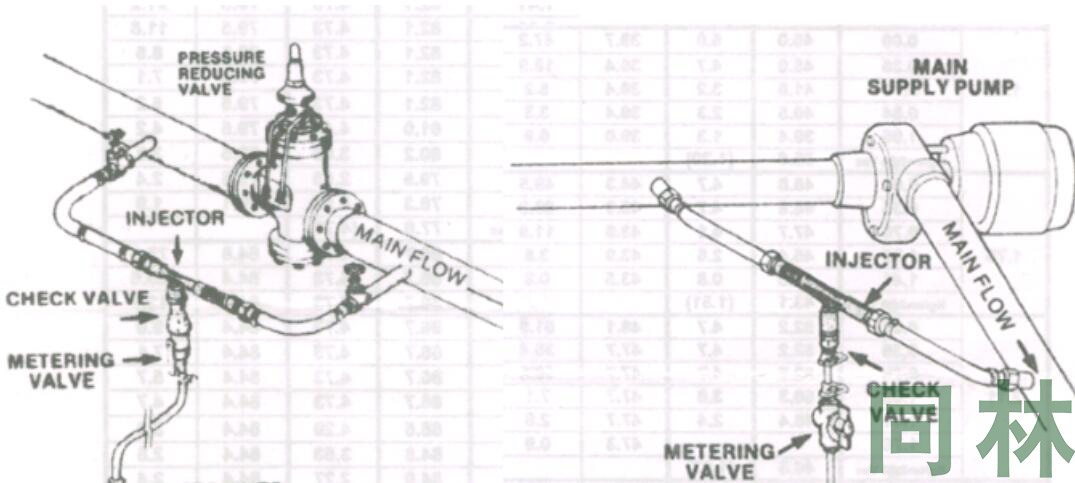
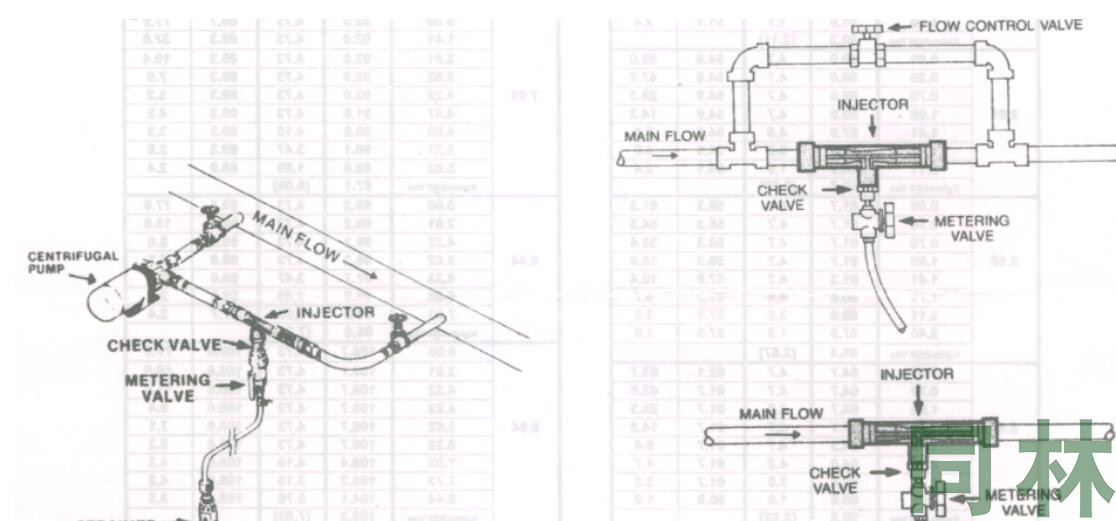
1.2、主管道/旁路射流器或气液混合泵+产品水箱底部进液位?米(根据液位高度同水中臭氧浓度在一定范围内增加)臭氧浓度范围0.25-0.8ppm;
2、射流器或气液混合泵+气液分离罐负压吸臭氧;
亨利定律:在等温等压下,某种气体在溶液中的溶解度与液面上该气体的平衡压力成正比。这就是亨利定律,物理化学的基本定律之一;
根据亨利定律,气液分离罐内憋压0.2mpa时,臭氧浓度范围1.0-5ppm。气液分离罐容积建议参考15-30s处理水量停留时间容积。
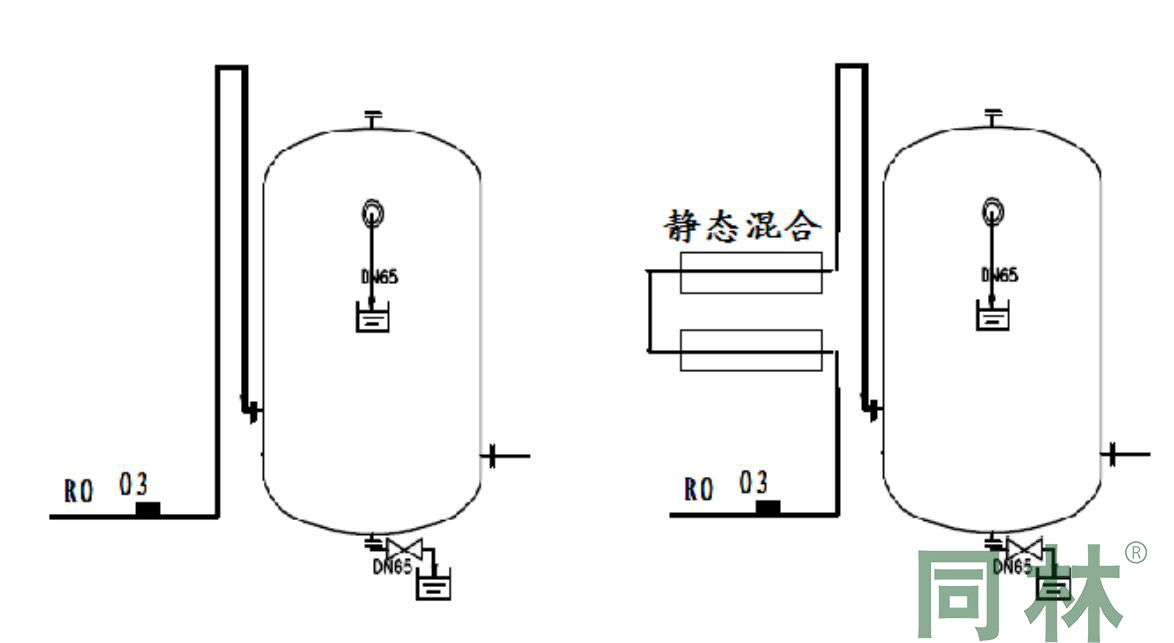
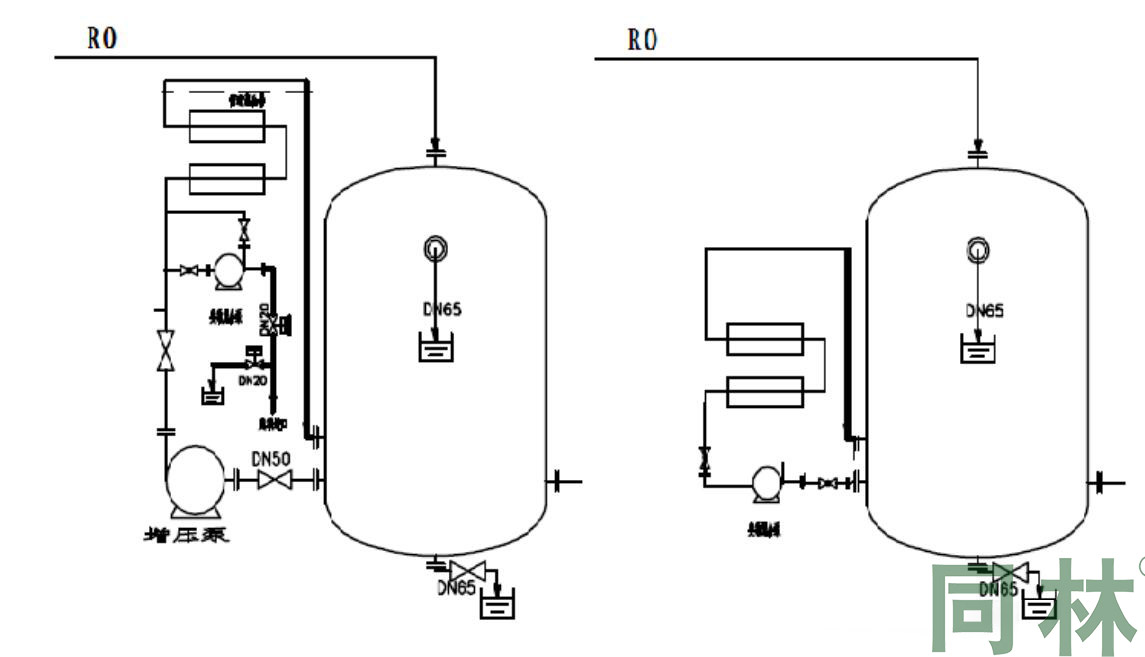
3、臭氧反应罐旁路循环射流器或气液混合泵负压吸臭氧;
3.1、臭氧反应罐旁路循环射流混合常压状态:
参照接触时间8-12min计算罐体容积,压力为常压,罐体设计原则以瘦高为标准(高度不超过10m),臭氧浓度波动与罐体液位高度成正比。臭氧浓度范围0.6-2.5ppm。
3.2、臭氧反应罐旁路循环射流混合带压状态:
参照接触时间8-12min计算罐体容积,罐体设计原则以瘦高为标准(高度不超过10m),臭氧浓度波动与罐体液位高度、压力成正比(压力不超过0.2mpa根据亨利定律)。臭氧浓度范围0.8-18ppm。
4、微纳米曝气技术:原理为采用磁力泵+微米曝气喷嘴,一般在国外采用比较广泛,国内未大范围推广,目前一般采用日本微纳米曝气机。臭氧浓度范围1-50ppm。此项暂时不推荐。
5.曝气混合:
曝气方式决定因素:曝气面积、曝气液位;在净水处理中传统曝气接触塔,罐体设计以瘦高为原则(高度不超过10m),曝气盘数量根据臭氧机供气气量(每个盘分气量,空气型10-20L/min 氧气型1-5L/min)尽量采用直径小的罐体增加曝气盘与水面的接触面。提高液位高度增加臭氧气泡在水中路径从而提高吸收效率。臭氧浓度范围0.6-1.5ppm。


 当前位置:
当前位置:  摘要
摘要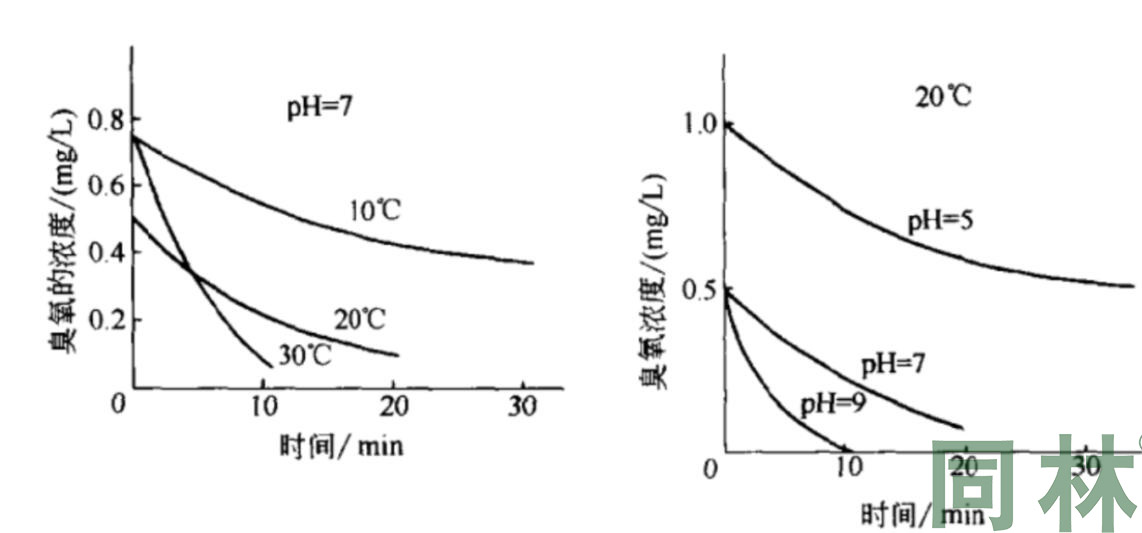
 上一篇:
上一篇: 返回列表
返回列表